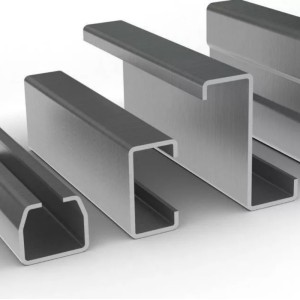
Двутавр (балка двутавровая) 45 Б2 Ст3сп сварной
- МаркаСт3сп
- МаркировкаБ2
- Размер45
- Способ производстваСварной
Описание Двутавр (балка двутавровая) 45 Б2 Ст3сп сварной
Двутавр (балка двутавровая) 45 Б2 Ст3сп сварной в наличии на складе в Казани от компании «Инметпром». Закажите двутавр (балка двутавровая) 45 Б2 Ст3сп сварной по номеру телефона +7 (843) 253-28-86, отправив запрос на электронную почту kazan@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!
- Цена: По запросу
- Цена: По запросу
- Толщина, мм:1,2
- Тип:Потолочный
- Цена: По запросу
- Толщина, мм:1,5
- Тип:Потолочный
- Цена: По запросу
- Тип:Потолочный
- Толщина, мм:2
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу

- Цена: 808 ₽/кг

- Цена: 70 ₽/м2
- Цена: 34 ₽/м2
- Толщина, мм:1,5
- Размер, мм:100
- Тип:С-образный
- Цена: 458 ₽/шт

- Диаметр, мм:89
- Класс прочности:Л
- Тип замка:ЗП-105-51-2
- Цена: 449 984 ₽/т

- Размер, мм:16
- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Цена: По запросу

- Цена: 3 900 000 ₽/т

- Цена: По запросу

- Размер:20
- ГОСТ/ТУ:ГОСТ 8239-89
- Цена: 100 038 ₽/т
- Длина, мм:11000
- ГОСТ/ТУ:ГОСТ 8239-89
- Мерность:М/Д
- Цена: 71 550 ₽/т
- Длина, мм:11700
- ГОСТ/ТУ:ГОСТ 8239-89
- Мерность:Н/Д
- Цена: По запросу
- Марка:Ст3пс
- ГОСТ/ТУ:ГОСТ 19425-74
- Размер:20
- Цена: 134 481 ₽/т
- Цена: 97 513 ₽/т
- Длина, мм:12000
- Марка:Ст3пс5
- ГОСТ/ТУ:ГОСТ 19425-74
- Цена: 79 688 ₽/т
- Марка:Ст3сп
- ГОСТ/ТУ:ГОСТ 26020-83
- Мерность:Н/Д
- Цена: 90 881 ₽/т
- Марка:Ст3сп
- ГОСТ/ТУ:ГОСТ 8239-89
- Способ производства:Г/К
- Цена: 81 241 ₽/т
Расчетное сопротивление стали, из которой изготовлена балка 35Ш2, уменьшится ориентировочно на 10-15% при повышении температуры до 200°C. Точное значение определяется по коэффициентам условий работы γt согласно СП 16.13330.2017 и зависит от конкретной марки стали.
Сталь С355 для балок 30Ш1 предпочтительнее стали С345 в случаях, когда требуется достижение максимальной несущей способности при тех же габаритах профиля. Это позволяет, например, снизить общую металлоемкость конструкции, или когда балка эксплуатируется в условиях, где важен несколько более высокий предел текучести.
Маркировка балки 30Б1 из стали С345 наносится на ярлык, прикрепленный к пачке балок, и/или непосредственно на сам профиль (например, краской или кернением). Маркировка содержит условное обозначение профиля, марку стали, номер плавки и товарный знак изготовителя.
Да, стандарт ГОСТ 26020-83 "Двутавры стальные сварные с параллельными гранями полок. Технические условия" включает требования к качеству сварных швов и методам их контроля для балок типа 30БС1.
Балки 14Б1 для транспортировки автомобильным транспортом обычно упаковываются в пачки, которые связываются стальной проволокой или лентой. На пачке указывается масса и количество балок. Длина пачек формируется с учетом габаритов транспортного средства.
Балки типа М, например, 24М по ГОСТ 19425-74 (монорельсовые), преимущественно используются для устройства подвесных путей, кран-балок и тельферных линий. Для таких конструкций важна высокая местная прочность полок и стенки для восприятия сосредоточенных нагрузок от катков грузоподъемного оборудования.
Сталь 09Г2С обладает лучшей свариваемостью по сравнению со сталью С245, особенно при выполнении работ при низких температурах и для элементов большой толщины. Обе стали относятся к хорошо свариваемым стандартными методами сварки.